Wat is retraction en waarom is het zo belangrijk bij 3D-printen?
Stringing, draden en lekkend filament? De kans is groot dat je retraction niet goed staat. Leer hoe retraction werkt en waarom het essentieel is voor nette en scherpe 3D-prints.
Koppelprint
12/2/20257 min read

Inleiding tot retraction
Retraction is een cruciaal proces in de wereld van 3D-printen dat betrekking heeft op het terugtrekken van filament wanneer de printkop zich verplaatst tussen verschillende delen van een print. Dit mechanisme wordt geactiveerd om te voorkomen dat er ongewenst materiaal wordt afgegeven tijdens de beweging van de printkop, wat kan leiden tot druppels, strings of ongewenste lijntjes op het oppervlak van het geprinte object. Het proces is van groot belang, omdat het niet alleen de esthetiek van de print beïnvloedt, maar ook de nauwkeurigheid en de algehele kwaliteit van het eindproduct.
Tijdens 3D-printprocessen kan de printkop zich naast het model bewegen wanneer het een onderdeel van de print voltooit. Dit verplaatsen zonder dat er filament wordt afgegeven, is waar retraction zijn rol speelt. Wanneer de printkop niet actief filament extrudeert, wordt het filament teruggetrokken in de nozzle. Deze handeling zorgt ervoor dat er geen extra materiaal teveel wordt afgegeven. Dit is vooral van belang bij complexe prints, waar nauwkeurigheid en detail essentieel zijn.
Verschillende 3D-printers en slicers bieden instellingen om retraction aan te passen op basis van het type filament, de print snelheid en de gewenste kwaliteit. Hierbij kan men denken aan parameters zoals de afstand van de retractie en de snelheid waarmee het filament wordt teruggetrokken. Wanneer deze instellingen correct zijn afgesteld, kan men de effecten minimaliseren die anders kunnen leiden tot een slordig en minder aantrekkelijk eindresultaat. Het begrijpen van retraction en het toepassen van de juiste technieken is daarom essentieel voor zowel hobbyisten als professionele 3D-printdiensten die streven naar het hoogste niveau van kwaliteit in hun prints.
Het probleem: draden, blobs en rommelig uiterlijk
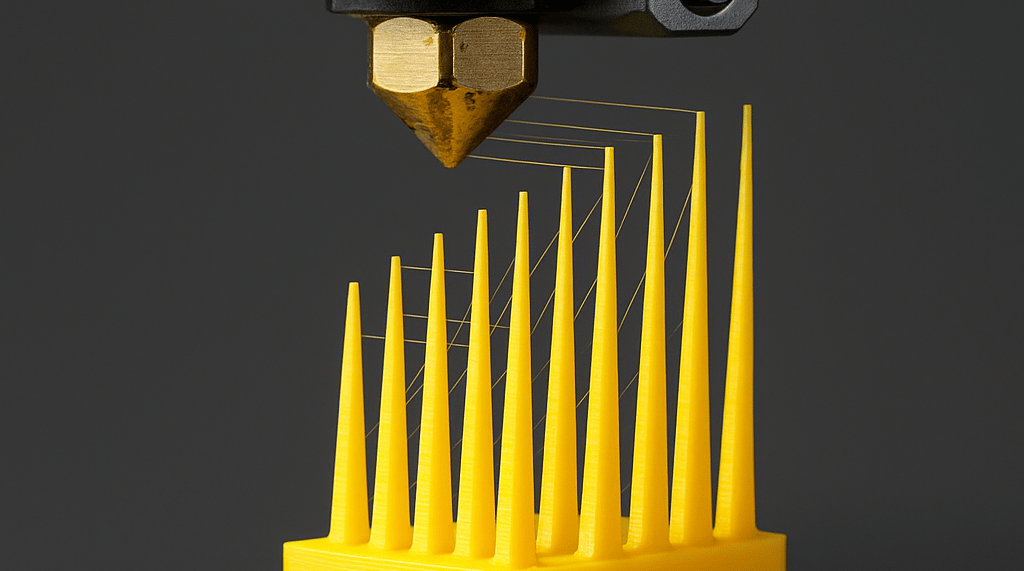
Bij het 3D-printen zijn retentieproblemen van cruciaal belang, vooral wanneer het gaat om filamentbewegingen tussen verschillende delen van een print. Wanneer de printkop zich verplaatst, kan het filament dat zich in de nozzle bevindt, blijven hangen en leiden tot ongewenste resultaten zoals draden en blobs op het oppervlak van de afgewerkte print. Dit voorkomt niet alleen een gladde en aantrekkelijke afwerking, maar kan ook de functionaliteit van het geprinte object beïnvloeden.
Wanneer er geen goede retentie plaatsvindt, kunnen er dunne draadjes van filament over het oppervlak van het object trekken. Deze draden ontstaan doordat het filament tijdens het verplaatsen van de printkop uit de nozzle lepelt. Deze lepel kan vooral probleematisch zijn op gebieden met een hoge snelheid of bij scherpe hoeken van de print, waar een snelle beweging vereist is. De draden kunnen de esthetiek van het eindproduct ernstig aantasten, wat vooral zorgwekkend is in commerciële toepassingen waarbij visuele integriteit essentieel is.
Daarnaast kunnen blobs ontstaan door een ophoping van filament op specifieke locaties. Deze kunnen zich vormen wanneer de nozzle een bepaalde tijd stilstaat of een onregelmatige extrusiedruk ervaart tijdens beweging. De ophoping van filament resulteert vaak in een ongelijkmatige textuur en kan zelfs de nauwkeurigheid van de afmetingen van het object beïnvloeden. Dergelijke imperfecties zijn een bron van frustratie voor zowel hobbyisten als professionals, aangezien ze tijd en middelen verspillen.
Tot slot, een rommelig uiterlijk als gevolg van onjuiste retentie heeft invloed op de algehele kwaliteit van de print. Dit kan de functionele eigenschappen van geprinte delen beïnvloeden door onnodige zwakke plekken te creëren. Vanwege deze problemen is het essentieel om goede retentie-instellingen en technieken te hanteren voor optimale printresultaten.
Hoe werkt retraction?
Retraction in 3D-printen is een cruciaal mechanisme dat ervoor zorgt dat filament op een gecontroleerde manier wordt teruggetrokken in de nozzle van de printer. Dit voorkomt dat er ongewenste druppels of draden filament ontstaan tijdens het verplaatsen van de printkop tussen verschillende secties van de print. Het proces begint wanneer de printer een sectie van de print voltooit, waarna de nozzle tijdelijk het filament terugtrekt. Dit proces is essentieel om een nette en kwalitatief hoogwaardige print te garanderen.
De terugtrekking houdt in dat de motor van de extruder het filament een bepaalde afstand terugtrekt, afhankelijk van de ingestelde parameters. Deze instellingen kunnen variëren van 0,5 mm tot 6 mm, afhankelijk van het type filament en de printer. Een korte terugtrek afstand kan ervoor zorgen dat het filament niet volledig wordt teruggetrokken, wat kan leiden tot meer druppels. Aan de andere kant kan een te lange terugtrekking bijkomende problemen veroorzaken, zoals het verstoppen van de nozzle of het resulteren in onregelmatige filamentdoorstroming.
Daarnaast zijn er andere belangrijke instellingen die invloed hebben op het retraction proces, zoals de snelheid van terugtrekken en de tijd die nodig is om te retraction uit te voeren. Een te hoge snelheid kan leiden tot filamentbreuk tijdens de terugtrekking, terwijl een te trage snelheid de printtijd aanzienlijk kan verlengen. Het optimaliseren van deze instellingen is dus cruciaal voor een efficiënte en accurate 3D-print. Om de impact van retraction-instellingen te beoordelen, kunnen gebruikers verschillende tests uitvoeren om te zien hoe deze parameters de uiteindelijke printkwaliteit beïnvloeden. Dit helpt opmerkelijke inconsistenties in de print te minimaliseren, wat op zijn beurt de algehele resultaten verbetert.
De juiste afstand en snelheid
Bij 3D-printen speelt retraction een cruciale rol in het verminderen van ongewenste draadvorming, ook wel bekend als stringing. Dit fenomeen doet zich voor wanneer het extrusiesysteem van de printer filament blijft afgeven tijdens het verplaatsen tussen verschillende delen van het object. De afstand en snelheid van retraction zijn essentiële parameters die de kwaliteit van het printresultaat rechtstreeks beïnvloeden. Te lage waarden voor deze instellingen kunnen leiden tot dit ongewenste gedrag, terwijl te hoge waarden kunnen resulteren in onder-extrusie, waarbij niet genoeg materiaal wordt afgegeven op de plaats waar het nodig is.
De afstand van retraction verwijst naar de hoeveelheid filament dat wordt teruggetrokken in de nozzle voordat de printer van de ene naar de andere positie verplaatst. Een te kleine retractionafstand kan resulteren in vochtigheid en restmateriaal dat aan het oppervlak van het object hecht. Aan de andere kant kan een te grote retractionafstand leiden tot het volledig terugtrekken van het filament, wat problemen kan veroorzaken bij het opnieuw extruderen van materiaal. Dit kan resulteren in inconsistenties en kwaliteitstekorten in het eindproduct.
De snelheid van retraction is ook van belang. Een te trage snelheid kan leiden tot overmatige warmte-inverwerking van het filament, terwijl een te hoge snelheid mogelijk niet genoeg tijd biedt voor het filament om zich terug te trekken. Het vinden van de ideale instellingen voor afstand en snelheid vereist vaak experimenteren en aanpassen, afhankelijk van het gebruikte filamenttype en de specifieke printer. Veel gebruikers kiezen ervoor om met kleine aanpassingen te beginnen en hun instellingen geleidelijk aan te optimaliseren om de beste resultaten te behalen.
Materiaalsoorten en hun ideale waarden
Bij 3D-printen is retraction een cruciaal aspect dat sterk afhankelijk is van de gebruikte materiaalsoorten. Elk type filament heeft unieke eigenschappen, wat betekent dat de ideale retraction-instellingen verschillen. Het is essentieel om deze instellingen aan te passen aan het specifieke materiaal om optimale printresultaten te behalen en ongewenste filamentverliezen te minimaliseren.
Een veelgebruikt materiaal is PLA (polylactic acid), dat bekend staat om zijn gebruiksvriendelijkheid en goede hechting. Voor PLA is een retractionafstand van ongeveer 1-2 mm en een retractsnelheid van 30-40 mm/s ideaal. Deze instellingen helpen om stringing te verminderen, waarbij ongewilde draden van filament tussen delen van een print kunnen ontstaan. Door de retraction-instellingen correct af te stemmen, kunnen gebruikers de netheid en precisie van hun PLA-afgedrukte objecten aanzienlijk verbeteren.
Een ander veelvoorkomend materiaal is ABS (acrylonitril-butadieen-styreen), dat meer warmte-gevoeligheid vertoont dan PLA. Om te voorkomen dat ABS kromtrekt of smelt, zijn je retractioninstellingen cruciaal. Een retractionafstand van 2-3 mm en een iets trager snelheid van 20-30 mm/s zijn vaak effectief. Het is belangrijk om te experimenteren met deze waarden, omdat de algehele kwaliteit van de afdruk kan veranderen op basis van omgevingsfactoren en printerconfiguraties.
Daarnaast zijn er materialen zoals PETG (polyethylene terephthalate glycol), die over het algemeen een hogere viscositeit hebben. Voor PETG kan een retractionafstand van 1 mm en een snelheid van 25 mm/s de beste resultaten opleveren, aangezien te veel retraction kan leiden tot verstopte nozzles. Het beheersen van retraction bij verschillende filamentsoorten is essentieel voor een succesvolle afdrukervaring en het behalen van professionele resultaten.
Effecten van goed afgestelde retraction op printkwaliteit
Het afstellen van de retraction-instellingen is een cruciaal aspect van het 3D-printproces dat directe gevolgen heeft voor de printkwaliteit. Wanneer de retraction correct is ingesteld, kan dit leiden tot strakkere details en een aanzienlijke verbetering van de algemene esthetiek van het eindproduct. De retraction zorgt ervoor dat het filament teruggetrokken wordt in de nozzle tijdens het verplaatsen van de printkop, waardoor ongewenste druppels of draadjes, ook wel stringing genoemd, worden geminimaliseerd. Een goede afstelling voorkomt dat het filament tijdens deze beweging per ongeluk vrijkomt, wat resulteert in schonere overgangen tussen verschillende onderdelen van de print. Dit leidt tot nettere en gedetailleerdere afwerkingen, die essentieel zijn voor modellen waar precisie vereist is.
Bovendien draagt een juiste retraction-instelling bij aan een professioneler eindresultaat. Bij het 3D-printen van complexe vormen kan een inadequate retraction instelingen leiden tot onscherpe of vervormde details. Door de juiste parameters in te voeren, zoals de afstand en snelheid van de retraction, kunnen deze problemen aanzienlijk worden verminderd, wat resulteert in een model dat een hogere mate van precisie en kwaliteit vertoont. Voorbeeldsituaties waar een 3D-geprint object met een correcte retraction is vergeleken met hetzelfde object dat is geprint met suboptimale retraction-instellingen, laten vaak een drastisch verschil zien in de afwerking en details, zoals heldere contouren versus vage randen.
In de wereld van 3D-printen is het optimaliseren van retraction-instellingen dus niet alleen een technische noodzaak, maar ook een creatieve vrijheid die het mogelijk maakt om hoogwaardige, professioneel ogende printresultaten te behalen. Dit maakt het mogelijk voor ontwerpers en makers om hun visie effectief om te zetten in tastbare objecten die voldoen aan de hoogste normen van kwaliteit.
Conclusie: het belang van retraction in 3D-printen
Retraction speelt een cruciale rol in het 3D-printproces en is van groot belang voor het behalen van hoogwaardige prints. Wanneer filament niet op de juiste manier wordt teruggetrokken, kan dit leiden tot onzuiverheden, druppels of stringing-effecten. Dit zijn veelvoorkomende problemen die de esthetiek en precisie van het eindproduct kunnen aantasten. Door de retraction-instellingen nauwkeurig af te stellen, kunnen gebruikers de algehele kwaliteit van hun prints aanzienlijk verbeteren.
Daarnaast is het noodzakelijk om te begrijpen dat elke 3D-printer uniek is en dat de optimale retraction-instellingen kunnen variëren afhankelijk van factoren zoals het type filament, de printerconfiguratie en het ontwerp van het model. Sommige materialen vereisen agressieve retraction-instellingen, terwijl andere baat hebben bij meer subtiele aanpassingen. Daarom is het essentieel voor gebruikers om experimenten uit te voeren en hun instellingen aan te passen op basis van de specifieke kenmerken van hun apparatuur en materialen.
Naast het technische aspect van retraction, moedigen we gebruikers ook aan om de geleerde tips in deze blogpost toe te passen. Door aandacht te besteden aan de retraction-instellingen en slimme aanpassingen te maken, kunt u uw printerervaring aanzienlijk verbeteren. Dit resulteert in nettere prints zonder ongewenste defecten. Het optimaliseren van retraction is een belangrijke stap in het proces om de kwaliteit en consistentie van uw 3D-prints te waarborgen. Een investering in tijd en aandacht voor deze instellingen is daarom zowel nuttig als essentieel voor elke serieus geïnteresseerde 3D-printenthousiast.
Koppelprint.3d@gmail.com
© 2026
+31 6 38 43 28 39


Veilig betalen met
Verzendkosten
Standaard verzending (zonder track & trace)
0kg – 0.02kg • €1,50
Brievenpost (zonder track & trace)
0.02kg – 0.05kg • €2,50
Medium pakket (met track & trace)
0kg – 8kg • €6,45
Zwaar pakket (met track & trace)
8kg – 19kg • €9,95
Extra zwaar pakket (met track & trace)
20kg – 50kg • €19,95
Volg ons op

