Hoe werkt een slicer en welke instellingen zijn het belangrijkst?
Een slicer bepaalt hoe jouw 3D-printer print. Ontdek hoe slicers werken en welke instellingen je moet beheersen voor scherpe details, sterke prints en minder fouten.
Auteur: Koppelprint 3D
12/4/20257 min read
Wat is een slicer en waarom is het belangrijk?
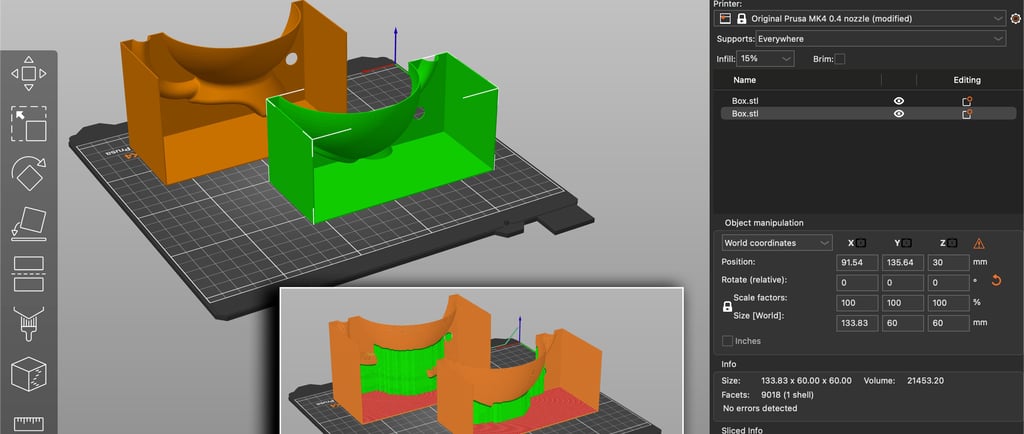
Een slicer is een onmisbaar stuk software binnen het 3D-printproces, dat verantwoordelijk is voor de conversie van een digitaal 3D-model naar een reeks instructies die door een 3D-printer kunnen worden uitgevoerd. Het proces van slicen omvat voornamelijk het opdelen van het 3D-object in dunne horizontale lagen, die vervolgens één voor één worden afgedrukt. Deze lagen zijn essentieel om een complete en nauwkeurige print te realiseren, omdat ze de printer helpen begrijpen hoe het model in drie dimensies moet worden opgebouwd.
Slicers gebruiken verschillende algoritmen en instellingen om te bepalen hoe elke laag moet worden geprint, inclusief de snelheid, temperatuur, en vulpercentage. Deze instellingen zijn cruciaal; ze beïnvloeden niet alleen de snelheid van de print, maar ook de algehele printkwaliteit. Een goed geconfigureerde slicer kan namelijk zorgen voor een stevigere en nauwkeurigere print, terwijl een slecht afgestelde slicer kan leiden tot problemen zoals warping, lagen die niet goed aan elkaar hechten of zelfs mislukte prints.
Daarnaast maakt een slicer het mogelijk om aanpassingen te doen aan het model, zoals het toevoegen van ondersteuningsstructuren voor onderdelen die anders niet zouden kunnen worden geprint. Dit is vooral belangrijk voor complexere ontwerpen, waar bepaalde delen van het model in de lucht zweven zonder ondersteunende lagen eronder. De rol van de slicer is dus van cruciaal belang; het bepaalt niet alleen de structuur van het geprinte object, maar ook de effectiviteit van het printproces en de uiteindelijke resultaten. Het is daarom van groot belang om de instellingen van de slicer zorgvuldig te evalueren en aan te passen aan de specifieke eisen van elk project.
De basisprincipes van het slicen
Het slicen is een cruciaal proces in de 3D-printtechnologie dat de digitale modellen omzet in instructies die de printer kan begrijpen. Dit proces begint met een gedetailleerde analyse van de geometrie van het 3D-model. De slicer software onderzoekt de contouren en beschikbare gegevens van het model, en genereert vervolgens lagen die de printer zal volgen tijdens het printen. Elke laag wordt zorgvuldig ontworpen om een zo nauwkeurig en gedetailleerd mogelijk eindproduct te garanderen.
Bij het slicen speelt de laagstructuur een sleutelrol. Hoe dikker de lagen zijn, hoe sneller het printproces verloopt, maar dit kan ten koste gaan van de detailnauwkeurigheid en algehele sterkte van het model. Aan de andere kant, wanneer men kiest voor kleinere laagdiktes, kan dit leiden tot een hogere kwaliteit en gedetailleerdheid, waarbij minutieuze details beter worden vastgelegd. Dit verhoogt echter ook de tijd die nodig is voor het printen, wat valuta kan kosten in termen van materiaalgebruik en energieverbruik.
Naast de laagdikte zijn er andere belangrijke instellingen die invloed hebben op het slicen en de uiteindelijke output. De infill-structuur, bijvoorbeeld, bepaalt hoe het interne deel van het model wordt opgebouwd. Een hogere infill-percentage kan de sterkte van het eindproduct aanzienlijk verhogen, maar zorgt ook voor een groter materiaalverbruik. Het type ondersteuningsstructuur dat wordt gekozen, heeft eveneens impact op zowel de aantrekkelijkheid als de functionaliteit van het eindproduct. Door een gedegen begrip van deze basisprincipes kan men de slicer effectief gebruiken om optimale resultaten te behalen in 3D-printprojecten.
Belangrijke instellingen: Layer Height
De instelling 'layer height' is een van de meest cruciale parameters bij 3D-printen. Deze instelling verwijst naar de hoogte van elke afzonderlijke laag die door de printer wordt aangebracht, en heeft een directe invloed op de printkwaliteit en het detailniveau van het uiteindelijke object. Een lagere laaghoogte resulteert in fijnere details en een gladder oppervlak, waardoor het uiteindelijke model er professioneler en aantrekkelijker uitziet. Dit is vooral belangrijk bij complexe ontwerpen of protypen waar precisie essentieel is.
Echter, een lagere laaghoogte betekent ook dat de printer meer lagen moet creëren om hetzelfde object te voltooien. Dit leidt tot aanzienlijk langere printtijden, wat een belangrijke overweging kan zijn voor degenen die tijdsgebonden projecten moeten uitvoeren. Het is daarom van belang om een balans te vinden tussen de laaghoogte en de gewenste afwerking. Voor een snellere afwerking kan een grotere laaghoogte worden gekozen, maar dit kan ten koste gaan van de esthetiek en functionaliteit van het product.
Daarnaast kan de keuze van de laaghoogte afhangen van het doel van de print. Voor functionele onderdelen waar mechanische eigenschappen belangrijker zijn dan esthetische kwaliteiten, kan een grotere laaghoogte volstaan. Anderzijds, voor toepassingen zoals miniaturen of artistieke creaties is een lagere laaghoogte wellicht noodzakelijk om de details en nuances vast te leggen. Het is cruciaal dat gebruikers van slicers zich bewust zijn van deze instellingen en de impact ervan op zowel de tijd als de kwaliteit van hun prints.
Temperaturen: Nozzle- en bedtemperatuur
De juiste nozzle- en bedtemperaturen zijn cruciaal voor een succesvolle 3D-print. Deze instellingen spelen een significant rol in de hechting van het filament aan het printbed en kunnen de algehele kwaliteit van de print beïnvloeden. Verschillende materialen vereisen unieke temperatuurinstellingen om optimale resultaten te bereiken. Bijvoorbeeld, voor PLA-filament zijn de aanbevolen nozzle-temperaturen meestal tussen de 180°C en 220°C, terwijl het printbed doorgaans verwarmd moet worden tot 50°C tot 70°C. Deze instellingen helpen de hechting van de eerste laag, wat essentieel is voor een stabiele afdruk. Te lage temperaturen kunnen resulteren in een slechte hechting, waardoor warping kan optreden.
Voor ABS-filament zijn de instellingen anders. De nozzle-temperatuur moet tussen de 210°C en 250°C liggen, terwijl het printbed moet worden verwarmd tot ongeveer 90°C tot 110°C. Het gebruik van een verwarmd bed is bijzonder belangrijk bij ABS om de kans op warping te verminderen. Bij het afkoelen krimpt ABS, dus een warme ondergrond helpt om een gelijkmatige temperatuur te behouden, wat resulteert in een betere hechting en minder vervorming tijdens het afdrukken.
Bij verschillende filamenttypes zoals PETG of Nylon moeten ook aangepaste temperatuurinstellingen worden overwogen. PETG vraagt om een nozzle-temperatuur tussen de 220°C en 250°C met een bedtemperatuur van 70°C tot 90°C. Nylon daarentegen vereist hogere temperaturen, vaak tussen de 240°C en 260°C, met een verwarmd bed dat tot 80°C kan worden ingesteld. Het is daarom van belang om met deze instellingen te experimenteren om de beste resultaten voor elk specifiek materiaal te verkrijgen. Door nauwgezet te letten op deze temperatuurinstellingen, kan men de kwaliteit van de 3D-prints verbeteren en de kans op problemen zoals warping minimaliseren.
Printsnelheid en kwaliteitsbalans
De printsnelheid is een cruciale factor in het 3D-printproces, aangezien deze direct invloed heeft op de uiteindelijke kwaliteit van de geprinte objecten. Een hogere printsnelheid kan in eerste instantie aantrekkelijk zijn, omdat deze de productie efficiëntie verhoogt. Echter, als de snelheid te hoog ligt, kunnen ernstige problemen ontstaan, zoals slechte hechting tussen lagen en verlies van belangrijke details in het ontwerp. Dergelijke tekortkomingen kunnen leiden tot objecten die structureel zwak zijn of niet voldoen aan de gewenste specificaties.
Aan de andere kant kan het kiezen voor een te lage printsnelheid ook nadelige gevolgen hebben. Langzamere prints kunnen resulteren in onnodig lange productiecycli, wat inefficiëntie en verhoogde kosten met zich meebrengt. Dit kan vooral problematisch zijn voor projecten met strikte deadlines of bij massaproductie, waar tijd een cruciale factor is. Het is dan ook van belang om een balans te vinden tussen printsnelheid en -kwaliteit, waarbij de behoeften van het specifieke project in overweging worden genomen.
Een praktische aanpak is het testen van verschillende printsnelheden met de specifieke filamenten en ontwerpen die worden gebruikt. Dit stelt de gebruiker in staat om te observeren hoe de snelheid invloed heeft op de kwaliteit en om te bepalen wat de beste instellingen zijn voor hun specifieke situatie. Het is ook nuttig om de aanbevelingen van de filamentfabrikant te raadplegen en ervaringen uit de gemeenschap te overwegen. Door middel van een iteratief proces kan de ideale printsnelheid bepaald worden, wat resulteert in een optimale kwaliteitsbalans en een vlotte productie.
Infill, Cooling en Support instellingen
Bij het gebruik van een slicer zijn de instellingen voor infill, cooling en support cruciaal voor de uiteindelijke kwaliteit van 3D-printen. Allereerst is infill een belangrijke instelling die bepaalt hoe het interne deel van een object wordt gevuld. Afhankelijk van het gewenste doel van de print, kan de infill-dichtheid variëren. Een hogere infill-dichtheid kan nodig zijn voor onderdelen die een grotere sterkte en duurzaamheid vereisen, terwijl een lagere dichtheid kan volstaan voor decoratieve prints. De keuze van infillpatronen, zoals rectilinear, honeycomb of gyroid, heeft ook invloed op de sterkte en flexibiliteit van het geprinte object, wat van groot belang is voor functionele prototypes.
Daarnaast speelt koeling een significante rol in het printproces. Een effectieve koeling helpt bij het snel uitharden van het filament, wat de kwaliteit van de bovenste lagen en de afwerking van het model bevordert. De instelling van de koelsnelheid moet zorgvuldig worden gekozen, omdat te veel koeling kan leiden tot een slechte hechting tussen lagen, terwijl onvoldoende koeling kan resulteren in een slordige afwerking. Het gebruik van een ventilator kan de koeling aanzienlijk verbeteren, en in sommige gevallen is het aan te raden om de koeling aan te passen op basis van het soort filament dat wordt gebruikt.
Ten slotte zijn support instellingen onmisbaar voor het printen van complexe modellen met overhangs of holtes. Supports bieden tijdelijke structuren die tijdens het printen nodig zijn om te voorkomen dat delen overlappen of inzakken. Het is essentieel om te bepalen wanneer en waar supports nodig zijn, evenals de soort supportstructuren die het beste passen bij het model. Het juiste gebruik van supports kan de efficiëntie van het printproces verhogen en de optimale afwerking van het eindproduct waarborgen.
Retraction om stringing te voorkomen
Retraction is een cruciaal proces in de wereld van 3D-printen, dat speelt bij het minimaliseren van ongewenste draden en stringing tijdens het printen. Dit fenomeen, bekend als stringing, ontstaat wanneer de printer vloeibaar filament uit de spuitmond aflevert wanneer deze zich tussen verschillende delen van het object beweegt. Dit resulteert in lelijke draden die moeilijk te verwijderen zijn en de algehele esthetiek van het model nadelig beïnvloeden.
Bij het configureren van de juiste retraction-instellingen zijn verschillende factoren van belang. Ten eerste is het belangrijk om de juiste afstand van de retraction in te stellen, wat vaak tussen de 0,5 en 2 mm ligt, afhankelijk van het type filament en de specifieke printer. Een te korte retraction-afstand kan resulteren in inadequate terugtrekking van het filament, terwijl een te lange afstand kan leiden tot andere problemen, zoals onderbreking van de doorvoer van het filament.
Daarnaast is de snelheid van de retraction eveneens cruciaal. Het beïnvloedt hoe snel het filament teruggetrokken en weer afgegeven wordt. Een gebruikelijke waarde ligt tussen de 20 en 50 mm/s. Een hogere snelheid kan de stringing verminderen, maar een te hoge snelheid kan resulteren in filament dat breekt of niet goed teruggetrokken wordt.
Het temperatuurbeheer speelt ook een significante rol in het retractionproces. Een lagere spuitkoptemperatuur kan helpen om het filament minder gevoelig te maken voor stringing, hoewel dit ook kan resulteren in slechte hechting tussen de lagen. Daarom is het belangrijk om een balans te vinden tussen temperatuur en retraction-instellingen om optimaal printresultaat te bereiken. Door zorgvuldig te experimenteren met deze instellingen kan elke 3D-print prijzenswaardig resultaat behalen zonder vervelende stringing. In conclusie, retraction-instellingen zijn essentieel voor het verbeteren van de algehele afwerking van een 3D-print en verdienen daarom alle aandacht.
Koppelprint.3d@gmail.com
© 2026
+31 6 38 43 28 39


Veilig betalen met
Verzendkosten
Standaard verzending (zonder track & trace)
0kg – 0.02kg • €1,50
Brievenpost (zonder track & trace)
0.02kg – 0.05kg • €2,50
Medium pakket (met track & trace)
0kg – 8kg • €6,45
Zwaar pakket (met track & trace)
8kg – 19kg • €9,95
Extra zwaar pakket (met track & trace)
20kg – 50kg • €19,95
Volg ons op

